Enzyme‑cleavable methadone prodrugs: Functionality, Opportunities, and Summary of US20250361205A1
Introduction to Enzyme‑cleavable methadone prodrugs
Enzyme‑cleavable methadone prodrugs represent a novel class of pharmacological agents designed to provide controlled release of methadone only after specific enzymatic activation. These prodrugs attach an enzyme‑cleavable promoiety to the methadone molecule, rendering it inactive until a target enzyme cleaves the linkage in vivo. This mechanism reduces misuse potential and provides more predictable pharmacokinetics compared to conventional methadone formulations. By depending upon specific enzymatic activity, this prodrug design can improve safety and minimize risks associated with inappropriate administration or overdose, while maintaining therapeutic efficacy for opioid dependence or chronic pain management.
Beyond safety, enzyme‑cleavable methadone prodrugs offer opportunities in advanced drug formulation. They enable precise control over the timing and extent of methadone release based on the activity of endogenous enzymes. As a result, formulators can tailor release rates and reduce systemic peaks that commonly contribute to adverse effects or abuse. These prodrugs also permit formulation with excipients or technologies that further modulate release profiles, including multiparticulate systems or coatings. In addition, controlled enzyme activation provides a strategy to optimize oral delivery, enhance patient compliance, and potentially reduce the burden of supervised dosing programs in opioid maintenance therapy.
Summary of this patent
The patent application US20250361205A1 discloses enzyme‑cleavable methadone prodrugs and corresponding methods of use, focusing on prodrugs that deliver methadone through enzymatically‑controlled release. These prodrugs contain a promoiety linked to methadone that requires cleavage by specific enzymes, such as digestive proteases, before the active opioid is liberated. By requiring enzymatic cleavage followed by intramolecular cyclization to release active methadone, the design significantly lowers the susceptibility to accidental or intentional misuse, including inappropriate routes of administration or chemical tampering.
The disclosed prodrug moieties can include amino acid residues or peptides of up to about 100 amino acids linked via an amide bond to the methadone nitrogen. By selecting promoieties that are substrates for particular enzymes, formulators can adjust release kinetics based on the target enzyme’s activity and distribution. For example, gastrointestinal enzymes like trypsin are contemplated as triggers for prodrug activation. The application also describes including enzyme inhibitors in the pharmaceutical composition to attenuate the rate of enzymatic cleavage when desired. This addition can further control release profiles and reduce unintended rapid activation.
The patent describes general chemical structures of enzyme‑cleavable methadone prodrugs, outlining variations in functional groups and linkers that influence both stability and enzymatic susceptibility. These structures include several formulae (e.g., MD‑(I), MD‑(II), MD‑(III)), each representing different classes of promoieties attached to the methadone core. Notably, upon enzymatic cleavage of the promoiety, a stable cyclic urea or other cyclic group forms, which is pharmaceutically acceptable and of low toxicity. The description also covers pharmaceutically acceptable salts, solvates, and crystalline forms of the prodrugs, enhancing formulation versatility.
A key advantage emphasized in this disclosure is the reduction of excessive plasma methadone levels when the prodrug is administered improperly. Because the prodrug cannot be converted to methadone without specific enzymatic action and cyclization, the risk of overdose is reduced. Furthermore, the document details that trypsin inhibitors or other enzyme modulators may be co‑formulated to regulate the enzymatic activation rate. In addition to the chemical and pharmacokinetic considerations, the application mentions pharmaceutical compositions that include typical excipients, such as fillers, binders, and disintegrants, that support conventional formulation processes for oral delivery.
Use of CELLETS® in This Context
Although CELLETS® (highly spherical microcrystalline cellulose pellets used as starter cores in multiparticulate drug delivery systems) are not explicitly referenced in US20250361205A1, the broader formulation context suggests potential relevance. CELLETS® provide uniform and inert starter cores that support controlled layering of active pharmaceutical ingredients. In multiparticulate systems, CELLETS® improve coating uniformity, flow properties, and controlled release profiles in oral dosage forms. These characteristics make them useful for advanced prodrug formulations where release kinetics and consistency are critical, particularly when precise layering of enzyme‑cleavable prodrug moieties is required. Unlike conventional inert cores, CELLETS® enable predictable performance and facilitate scalable manufacturing for complex oral formulations.
In this patent, some particle sizes of CELLETS® are explicitely named:
In summary, enzyme‑cleavable methadone prodrugs offer a promising advancement in opioid therapy and formulation science, combining controlled enzymatic activation with enhanced safety. The patent US20250361205A1 details chemical constructs and methods that reduce misuse potential and allow sophisticated control of drug release. Given ongoing needs for safer opioid medications, these prodrugs could transform maintenance therapy and pain management by minimizing overdose risks and improving patient compliance. Looking forward, integrating technologies such as multiparticulate delivery systems and optimized excipients (e.g., CELLETS®) will further refine dosing precision and therapeutic outcomes. Future research and clinical evaluation will determine how these designs perform in real‑world settings, including their impact on pharmacokinetics, abuse deterrence, and commercial viability.
Patent Summary
Name of Patent: Enzyme-cleavable methadone prodrugs and methods of use thereof
https://cellets.com/wp-content/uploads/2025/12/Enzyme-cleavable-methadone-prodrugs-Innovations-in-formulation.jpg10181531Bastian Arlthttps://cellets.com/wp-content/uploads/2016/10/Logo_Cellets_2016_website.pngBastian Arlt2025-12-11 14:13:432025-12-11 14:40:25Patent on enzyme-cleavable methadone prodrugs and methods of use thereof
Cellulose-derived spherical activated carbon offers a sustainable and efficient solution for adsorbing harmful compounds such as uremic toxins [1]. This carbon material is made from renewable cellulose, which is transformed into spherical particles and then activated to increase surface area and porosity. The spherical shape improves flow properties and reduces dust, making it ideal for pharmaceutical and biomedical applications. Moreover, it combines eco-friendly production with strong adsorption performance, providing a safer and more manageable alternative to traditional powdered carbon.
Uremic toxins are metabolic waste compounds that accumulate in the body when kidney function declines. These toxins interfere with biological processes and contribute to various health issues. Drugs and adsorbent therapies aim to remove them effectively, but such interventions must be selective to avoid removing essential molecules. Therefore, understanding both the functionality and potential toxicity of uremic toxins is crucial for designing safe and effective treatments. While adsorption therapies can improve toxin clearance, they also carry risks such as unintended drug adsorption or gut irritation, which must be minimized through precise material engineering.
Summary of the Publication
Shin et al. (2025) present a study on sustainable cellulose-derived spherical activated carbon designed for efficient uremic toxin removal. The research focuses on transforming cellulose into spherical carbon precursors and activating them to achieve high porosity and surface area. The resulting material combines uniform shape, hierarchical pore structure, and strong mechanical integrity. These properties make it ideal for biomedical use, particularly for toxin adsorption under gastrointestinal conditions. The authors report that the spheres maintain their shape across different pH levels and perform well even in dynamic or competitive adsorption environments.
Furthermore, the adsorption kinetics show that these spherical carbons quickly capture uremic toxin molecules such as indole derivatives. The authors compare the material with conventional activated carbon powders and find significant improvements in handling and biocompatibility. Importantly, the spheres demonstrate low cytotoxicity, which supports their suitability for oral or extracorporeal use. Because of their uniform size and reduced dusting, they minimize irritation risks and can be easily integrated into medical formulations or devices. In addition, the study discusses the environmental and economic benefits of using cellulose feedstocks, showing that this process supports circular material use and low-cost production.
A key part of the research involves CELLETS® 100 and CELLETS® 500. These cellulose microspheres act as templates during synthesis. CELLETS® 100, having a smaller diameter, produces finer activated carbon spheres, while CELLETS® 500 leads to larger ones. This variation allows the authors to tune pore structure, surface area, and mechanical properties. Consequently, CELLETS® 100-derived carbons show faster adsorption kinetics, whereas CELLETS® 500-derived carbons offer better durability. The study highlights that choosing the right CELLETS® grade directly influences the final adsorption performance and application potential of the spherical carbon.
Conclusion and Outlook
The development of cellulose-derived spherical activated carbon marks a major step toward safer and more sustainable toxin removal technologies. By merging green chemistry with advanced nanoengineering, these materials achieve both environmental and therapeutic goals. Their customizable size, stability, and porosity enable versatile use in pharmaceutical formulations and medical devices. Looking ahead, researchers must explore long-term biocompatibility, selective adsorption behavior, and performance in complex biological fluids. Moreover, scaling up production under pharmaceutical standards will determine clinical viability. With further optimization, cellulose-derived spherical activated carbon could revolutionize uremic toxin management and open new paths for eco-friendly therapeutic materials.
References
[1] Kyungmin Shin, Su-Bin Kim, Yong-Han Kim, Dae-Duk Kim, Seul-Yi Lee, Soo-Jin Park, Materials & Design,a available online 10 October 2025, 114892. doi:10.1016/j.matdes.2025.114892
Multiple-Unit Pellet System with Diclofenac Sodium represents a modern and flexible approach to oral drug delivery. This multiparticulate system divides the drug dose into many small pellets, each functioning as an individual unit. Because of this design, the formulation ensures more uniform gastrointestinal distribution and minimizes dose dumping. It also improves patient compliance and allows combination of different release profiles in a single dosage form.
Diclofenac Sodium, a potent nonsteroidal anti-inflammatory drug (NSAID), reduces pain, inflammation, and fever. However, it has low solubility and high permeability, which limits its absorption. Therefore, formulating it in a multiple-unit pellet system improves its bioavailability and controls its release rate. As a result, patients experience longer relief with fewer side effects, especially gastrointestinal irritation.
Summary of the Publication
The study “Development of a Biphasic-Release Multiple-Unit Pellet System with Diclofenac Sodium Using Novel Calcium Phosphate-Based Starter Pellets” focuses on creating a capsule with both rapid and sustained release. It combines two types of pellets: delayed-release (DR) pellets coated to resist stomach acid, and extended-release (XR) pellets designed for gradual release in the intestine. This structure allows a quick onset of action and a long-lasting therapeutic effect.
The researchers introduced dicalcium phosphate anhydrous (DCPA) as a new starter core. Unlike conventional cores such as microcrystalline cellulose (for example CELLETS® 500), sucrose, or isomalt, DCPA cores are dense and insoluble. They show excellent strength, low friability, and smooth flow. These qualities make them ideal for producing stable multiparticulate systems. Furthermore, the team used a fluid-bed coating process to ensure even layers of drug and polymer, verified by scanning electron and Raman microscopy.
Dissolution testing showed clear differences among core types. DCPA-based pellets released the drug steadily and predictably, even under variable pH and hydrodynamic conditions. In contrast, soluble cores like sucrose and isomalt caused uneven release and premature erosion. The biphasic MUPS capsules with DCPA pellets combined rapid and prolonged release successfully. Under simulated physiological conditions, they maintained consistent performance and outperformed commercial reference formulations.
The study highlights that the pellet core material strongly affects drug release and mechanical behavior. Insoluble DCPA cores provided stability and controlled release, while soluble ones failed to maintain coating integrity. Therefore, choosing the right core is essential for reliable performance in Multiple-Unit Pellet System with Diclofenac Sodium formulations.
Conclusion and Outlook
Multiple-Unit Pellet System with Diclofenac Sodium offers a strong platform for precise and predictable drug delivery. The use of calcium phosphate-based starter pellets supports biphasic release with high mechanical stability and consistent drug diffusion. As a result, patients benefit from immediate pain relief followed by sustained therapeutic action.
In the future, researchers can use UV imaging, Raman mapping, and other visualization techniques to monitor the release process in real time. These tools will deepen understanding of coating behavior and in vivo performance. Continued development of the Multiple-Unit Pellet System with Diclofenac Sodium will likely lead to safer, more effective, and patient-friendly oral therapies.
https://cellets.com/wp-content/uploads/2025/10/Anmerkung-2025-10-09-140557-1.jpeg8531294Bastian Arlthttps://cellets.com/wp-content/uploads/2016/10/Logo_Cellets_2016_website.pngBastian Arlt2025-10-09 15:14:062025-10-09 15:14:06Multiple-Unit Pellet System with Diclofenac Sodium
Research Advances in MCC Pellet Technology and Applications
Scientific literature on MCC pellets highlights the growing importance of CELLETS® in pharmaceutical and scientific research. These microcrystalline cellulose spheres play a key role in developing reliable multiparticulate drug delivery systems. Researchers have investigated improved rivaroxaban dissolution, efficient film coating kinetics, and their use in orally disintegrating films. In addition, studies focus on colon-targeted vitamin B₂ release and fluidized-bed coating performance. Moreover, academic theses explore uniform hot-melt coating techniques and detailed modeling of tablet disintegration. As a result, MCC pellets continue to prove their versatility across many dosage forms. Consequently, this expanding body of literature reinforces the value of CELLETS® in advancing modern drug delivery technologies.
Selected Scientific literature on MCC pellets
Please, find scientific literature on MCC pellets (CELLETS®), MCC spheres. This list is constantly updated and does not claim to be complete. If you are author, scientist or R&D specialist, please submit your present publication to us for improving the visibility.
Research article Optimising the in vitro and in vivo performance of oral cocrystal formulations via spray coating European Journal of Pharmaceutics and Biopharmaceutics, Volume 124, March 2018, Pages 13-27
Dolores R. Serrano, David Walsh, Peter O’Connell, Naila A. Mugheirbi, Zelalem Ayenew Worku, Francisco Bolas-Fernandez, Carolina Galiana, Maria Auxiliadora Dea-Ayuela, Anne Marie Healy
Conference abstract Multiple-unit orodispersible mini-tablets International Journal of Pharmaceutics, Volume 511, Issue 2, 25 September 2016, Page 1128
Anna Kira Adam, Christian Zimmer, Stefan Rauscher, Jörg Breitkreutz
Research article Asymmetric distribution in twin screw granulation European Journal of Pharmaceutics and Biopharmaceutics, Volume 106, September 2016, Pages 50-58
Tim Chan Seem, Neil A. Rowson, Ian Gabbott, Marcelde Matas, Gavin K. Reynolds, AndyIngram
Research article Physical properties of pharmaceutical pellets Chemical Engineering Science, Volume 86, 4 February 2013, Pages 50-60
Rok Šibanc, Teja Kitak, Biljana Govedarica, StankoSrčič Rok Dreu
Research article Labscale fluidized bed granulator instrumented with non-invasive process monitoring devices Chemical Engineering Journal, Volume 164, Issues 2–3, 1 November 2010, Pages 268-274
Jari T. T. Leskinen, Matti-Antero H. Okkonen, Maunu M. Toiviainen, Sami Poutiainen, Mari Tenhunen, Pekka Teppola, Reijo Lappalainen, Jarkko Ketolainen, Kristiina Järvinen
Research article Granule size distribution of tablets Journal of Pharmaceutical Sciences, Volume 99, Issue 4, April 2010, Pages 2061-2069
Satu Virtanen, Osmo Antikainen, Heikki Räikkönen, Jouko Yliruusi
Research article New insights into segregation during tabletting International Journal of Pharmaceutics, Volume 397, Issues 1–2, 15 September 2010, Pages 19-26
S. Lakio, S. Siiriä, H. Räikkönen, S. Airaksinen, T. Närvänen, O. Antikainen, J.Yliruusi
Research article In vivo evaluation of the vaginal distribution and retention of a multi-particulate pellet formulation European Journal of Pharmaceutics and Biopharmaceutics, Volume 73, Issue 2, October 2009, Pages 280-284
Nele Poelvoorde, Hans Verstraelen, Rita Verhelst, Bart Saerens, Ellen De Backer, Guido Lopes dos Santos Santiago, Chris Vervaet, Mario Vaneechoutte, Fabienne De Boeck, Luc Van Borteld, Marleen Temmerman, Jean-Paul Remon
List – Publications with MCC spheres, 2008 and earlier
Research article Attrition strength of different coated agglomerates Chemical Engineering Science, Volume 63, Issue 5, March 2008, Pages 1361-1369
B. van Laarhoven, S.C.A. Wiers, S.H. Schaafsma, G.M.H. Meesters
https://cellets.com/wp-content/uploads/2021/03/books-2463779_1920-small.jpg601854Bastian Arlthttps://cellets.com/wp-content/uploads/2016/10/Logo_Cellets_2016_website.pngBastian Arlt2025-10-07 08:48:012025-11-10 16:26:03Scientific Literature on MCC Pellets: Insights into CELLETS®
This patent describes an oral formulation designed to deliver a drug (a Pyridinone derivative) specifically to the small intestine. The formulation contains coated granules, pellets, beads, minicapsules, or minitablets. Each particle includes a core material and an enteric coating polymer, which ensures targeted drug release. Moreover, the patent covers the preparation method and its medical use.
The delayed-release oral formulation uses coated microcrystalline cellulose pellets (CELLETS®, CELLETS® 500) as the core material. These pellets range in size from 100 to 1,400 µm. In addition, the drug, a Pyridinone derivative for treating fibrostenotic Crohn’s disease, is protected by an enteric coating. This coating ensures that the drug releases in the intestine. Specifically, release occurs in a pH range of 6.2 to 6.8, which allows for topical availability in the ileum. Furthermore, the patent provides details on both the preparation process and medical applications.
Document information
Document Type and Number: (“ORAL FORMULATION OF A PYRIDINONE DERIVATE AND USE THEREOF IN PROPHYLAXIS AND/OR TREATMENT OF INTESTINAL FIBROSIS”)
Kind Code: A1
Inventors:
Wilhelm, Rudolf (Bischweier, DE)
Tewes, Bernhard (Vörstetten, DE)
Greinwald, Roland (Kenzingen, DE)
https://cellets.com/wp-content/uploads/2016/10/Logo_Cellets_2016_website.png00Bastian Arlthttps://cellets.com/wp-content/uploads/2016/10/Logo_Cellets_2016_website.pngBastian Arlt2025-02-17 15:26:532025-08-20 16:23:01Patent on oral formulations of a Pyridinone derivate
The present invention generally relates to enteric-coated particles containing lactoferrin. More specifically, the present invention provides an enteric-coated particle comprising (or consisting essentially of): a) a core comprising (or consisting essentially of) an inert core-forming material selected from cellulose polymer, sugar, sugar alcohol, starch and carnauba wax; b) a first coating layer substantially covering the core and comprising (or consisting essentially of) b-1) lactoferrin, b-2) a pharmaceutically acceptable binder and optionally b-3) one or more other suitable excipients, such as a plasticizer; and c) a second coating layer substantially covering the first coating layer and comprising (or consisting essentially of) c-1) an enteric coating material, and optionally c-2) one or more suitable excipients, such as a plasticizer and/or an anti-tacking agent. The present invention further provides pharmaceutical compositions and oral dosage forms comprising one or more particles according to the present invention. [1]
Enteric-coated particles with CELLETS® and other starter beads
This formulations is based on starter beads, exemplary such as sugar, wax or microcrystalline cellulose (MCC). For the latter material MCC, specifically such as CELLETS® 100, CELLETS® 200, CELLETS® 350, CELLETS® 500, CELLETS® 700, or CELLETS® 1000 are mentioned. Through coating and layering of CELLETS® with excipients and the active, a modified release is obtained wherein at most 10% of lactoferrin is released from the particle within 120 minutes.
Document information
Document Type and Number: (“enteric-coated particles containing lactoferrin”)
The patent application US20240350420A1 focuses on pharmaceutical formulations and methods for treating conditions such as hyperhidrosis, which causes excessive sweating. It details the development of modified-release compositions using Pilocarpine HCl, a muscarinic agonist. These formulations aim to optimize drug delivery by using various release mechanisms, including immediate, delayed, or sustained release. Notably, the innovations include encapsulation techniques with polymer coatings. These coatings control dissolution rates under different conditions, ensuring stable and effective drug delivery over time.
Moreover, the application highlights formulations that combine Pilocarpine with other agents, such as Oxybutynin, to boost therapeutic efficacy. It also examines dissolution profiles under varying environmental conditions, emphasizing stability and performance consistency. Consequently, this approach seeks to improve patient outcomes by tailoring release profiles to specific medical needs. Additionally, it minimizes side effects through controlled drug exposure.
Why CELLETS® are important in these methods for treating hyperhidrosis
CELLETS® are microcrystalline cellulose spheres. They serve as an essential component in drug delivery systems designed for controlled and extended release of active pharmaceutical ingredients (API). These spheres act as inert core substrates, providing a uniform and stable base for layering active compounds and functional polymers. In addition, their consistent size and smooth surface allow precise and even distribution of coatings, which is critical for predictable drug release kinetics.
Cellets form the crucial base for formulations that rely on pellet technologies. These formulations improve the pharmacokinetic profile of APIs, especially highly lipophilic drugs, by controlling their release rate. By coating excipients and API, multi-layer systems on these cores enable gradual drug dissolution. This process reduces fluctuations in plasma drug levels and minimizes side effects. For example, in a Pilocarpine HCl formulation, coating CELLETS® with suitable excipients allows extended drug release. This maintains therapeutic concentrations longer and improves patient compliance by reducing dosing frequency.
Moreover, their flexibility allows use across various dosage forms, such as capsules, compressed tablets, or even gel-like forms. Additionally, the uniformity of these MCC starter beads ensures each pellet delivers a controlled dose of the active ingredient. Therefore, they are integral to achieving consistent therapeutic outcomes in complex drug delivery systems.
The function of Pilocarpine HCl
Pilocarpine HCl is a cholinergic agonist. It stimulates muscarinic receptors, increasing secretion production and smooth muscle contraction. Primarily, it treats glaucoma in ophthalmology by reducing intraocular pressure. This effect occurs through enhanced aqueous humor outflow. Additionally, it manages xerostomia (dry mouth) caused by conditions like Sjögren’s syndrome or radiation therapy for head and neck cancers. Its parasympathomimetic action stimulates saliva production and improves symptoms.
Document information
Document Type and Number: (“Pharmaceutical compositions and methods for treating hyperhidrosis”).
Kind Code: A1
Inventors:
Stephen Wayne Andrews, Samuel Bruce Balik, John Edward Jett, Robert Michael LEMING
Disclaimer
This text was partly generated by chatGPT engine version GPT‑4o, on Nov 21, 2024. Image was generated with Adobe Firefly.
https://cellets.com/wp-content/uploads/2024/11/US20240350420A1-treating-hyperhidrosis.jpg512512Bastian Arlthttps://cellets.com/wp-content/uploads/2016/10/Logo_Cellets_2016_website.pngBastian Arlt2024-11-21 18:49:002025-08-20 16:27:55Patent on pharmaceutical compositions and methods for treating hyperhidrosis
Colon Delivery of Vitamin B2: A Novel Food-Grade Approach
Innovative Food-Grade Delivery Systems
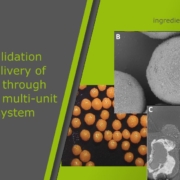
This article, “In vitro validation of colon delivery of vitamin B2 through a food grade multi-unit particle system,” [1] presents a novel method for delivering active ingredients to the colon. Specifically, it focuses on riboflavin in a food-grade and environmentally friendly form. The system uses a double-layer coated multi-unit particle system (MUPS). The MUPS features a cellulose core, an alginate inner layer, and a shellac outer layer. This design protects the particles as they pass through the upper digestive tract.
Moreover, tests show that the system releases about 90% of riboflavin directly in the colon. This release promotes gut health by increasing beneficial short-chain fatty acids. In addition, this sustainable method responds to the growing demand for effective colon-targeted health products. It also complies with EU regulations that restrict microplastic use in consumable goods.
The MUPS containing riboflavin, branded as Humiome® B2 by DSM-Firmenich, uses cellulose pellets called CELLETS® as its core. During manufacturing, producers apply riboflavin and pectin as a binder onto the Cellets using a fluid bed layering method. Next, they coat the MUPS with layers of sodium alginate and harden them with calcium chloride. Finally, they add a shellac outer layer. This structure controls the release of riboflavin in the colon and provides an efficient, food-grade delivery system for active nutrients.
Furthermore, the study highlights the effectiveness of the shellac-alginate MUPS for targeted riboflavin delivery to the colon. Food-grade materials support environmental standards, making this approach sustainable. In vitro tests confirm that approximately 90% of riboflavin reaches the colonic region. The results also indicate potential health benefits, including microbiome modulation and increased short-chain fatty acid production. Looking ahead, clinical studies will examine how this delivery system affects the microbiome and overall host health. These findings support its use in functional foods, dietary supplements, and medical nutrition.
Abstract
Colon-targeted delivery of active ingredients is common in pharmaceutical products. However, such delivery systems are rare in functional foods, beverages, dietary supplements, and medical nutrition. Nevertheless, emerging evidence shows that nutrients delivered to the colon can benefit gut microbiota and overall host health. This trend increases the demand for sustainable, food-grade materials that are approved for regulatory use.
In this paper, we describe a double-layer coated multi-unit particle system (MUPS) with a diameter of approximately 730 microns. It consists of food-grade materials: shellac as the outer layer, alginate as the inner layer, cellulose as the core, and riboflavin as the active ingredient. We tested the MUPS for colonic delivery using three well-established in vitro digestion and fermentation models: USP Apparatus 3, TIM-1, and TIM-2. All models confirmed that the MUPS remained intact through simulated upper gastrointestinal conditions. Furthermore, approximately 90% of riboflavin was released under simulated ileal-colonic conditions.
The TIM-2 model also revealed effects on microbiome composition, showing increased production of short-chain fatty acids, including acetate and butyrate. These results provide a solid foundation for validating this vitamin-loaded food-grade MUPS in future human clinical trials. Additionally, following the European Commission’s recent decision to restrict intentionally added microplastics in products, the materials used in this formulation offer an environmentally friendly alternative to traditional methyl acrylate coatings.
Reference
[1] Steinert, R.E., Sybesma, W., Duss, R., Rehman, A., Watson, M., van den Ende, T.C., & Funda, E. (2024). In vitro validation of colon delivery of vitamin B2 through a food grade multi-unit particle system. Beneficial Microbes, 16(2), 253-269. doi:10.1163/18762891-bja00045
https://cellets.com/wp-content/uploads/2024/11/Titelbild-Steiner_2024.jpg6271200Bastian Arlthttps://cellets.com/wp-content/uploads/2016/10/Logo_Cellets_2016_website.pngBastian Arlt2024-11-12 14:54:572025-08-21 14:29:32In vitro validation of colon delivery of vitamin B2 through a food grade multi-unit particle system
The patent application US20240139215A1 focuses on the development of controlled release formulations for highly lipophilic physiologically active substances, such as cannabinoids. These substances tend to have high lipid solubility (log P of 4 or more), making them difficult to deliver in a controlled and effective manner. This patent addresses the need for efficient controlled release systems that can provide consistent therapeutic effects by utilizing a matrix-based approach.
The formulation includes a matrix that contains one or more highly lipophilic active substances and water-soluble binders like hydroxypropyl methyl cellulose (HPMC), methyl cellulose (MC), or similar polymers. The key challenge with such substances is their tendency to release slowly and incompletely when taken orally, which this patent solves by adjusting the proportion of water-soluble binders. The binder content is carefully selected to be between 0.1-10% of the total matrix weight, optimizing the release rate of the active substances over the gastrointestinal transit time.
One of the innovative aspects of the invention is the use of matrix pellets, which are small particles with a size range of 30 µm to 1800 µm. These pellets may be administered in various forms, such as capsules, tablets, or sachets. The flexibility of the dosage forms makes it easier to control and adjust the release kinetics of the active ingredients.
The CELLETS® play a crucial role in this formulation. They are used as neutral cores for the deposition of the active substances and their binders. CELLETS® are microcrystalline cellulose spheres that provide an ideal substrate for layering the active substance and polymers, ensuring uniform distribution and controlled release. By using these CELLETS®, the formulation can achieve a more predictable and consistent release profile, crucial for substances like cannabinoids that require precise dosing to avoid psychoactive side effects while maintaining therapeutic efficacy.
Additionally, these pellets can be coated with other materials to further control the release rate if desired, though this is optional. In many embodiments, the matrix pellets themselves are sufficient to achieve the desired controlled release without the need for additional coatings.
In conclusion, the US20240139215A1 patent introduces a novel approach to the controlled release of highly lipophilic substances, leveraging matrix technology with carefully chosen water-soluble binders and neutral cores like CELLETS®. This method ensures effective delivery and consistent release, addressing the challenges posed by the lipophilic nature of substances like cannabinoids. In this specific patent, the following MCC Sphere types are recommended: CELLETS® 500.
Document information
Document Type and Number: (“Controlled release formulations of highly lipophilic physiologically active substances”)
Kind Code: A1
Inventors:
Mirko Nowak
Jay Jesko Nowak
Annette Grave
Monika Wentzlaff
Sarah Barthold
Christian Geugelin
Disclaimer
This text was generated by chatGPT engine version GPT‑4o, on Oct 21, 2024. Image was generated with Adobe Firefly.
https://cellets.com/wp-content/uploads/2024/10/Firefly-create-a-picture-in-which-shows-a-pharmaceutical-laboratory.-There-are-people-of-different-n-2.jpg512512Bastian Arlthttps://cellets.com/wp-content/uploads/2016/10/Logo_Cellets_2016_website.pngBastian Arlt2024-10-21 15:45:132024-10-21 15:50:28Patent on controlled release formulations of highly lipophilic physiologically active substances
Compaction pressure can induce an undesirable solid-state polymorphic transition in drugs, fragmentation, loss of coated pellet integrity, and the decreased viability and vitality of microorganisms. Thus, the excipients with increased plasticity can be considered as an option to decrease the undesirable effects of compaction pressure. This study aims to increase the plasticity (to reduce the mean yield pressure; Py) of dried microcrystalline cellulose (MCC) by loading it with a specially selected plasticizer. Diethyl citrate (DEC), water, and glycerol were the considered plasticizers. Computation of solubility parameters was used to predict the miscibility of MCC with plasticizers (possible plasticization effect). Plasticizer-loaded MCC spheres with 5.0 wt.% of water, 5.2 wt.% of DEC, and 4.2 wt.% glycerol were obtained via the solvent method, followed by solvent evaporation. Plasticizer-loaded formulations were characterised by TGA, DSC, pXRD, FTIR, pressure-displacement profiles, and in-die Heckel plots. Py was derived from the in-die Heckel analysis and was used as a plasticity parameter. In comparison with non-plasticized MCC (Py = 136.5 MPa), the plasticity of plasticizer-loaded formulations increased (and Py decreased) from DEC (124.7 MPa) to water (106.6 MPa) and glycerol (99.9 MPa), and that was in full accordance with the predicted miscibility likeliness order based on solubility parameters. Therefore, water and glycerol were able to decrease the Py of non-plasticized MCC spheres by 16.3 and 30.0%, respectively. This feasibility study showed the possibility of modifying the plasticity of MCC by loading it with a specially selected plasticizer.
References to “The Increase in the Plasticity of Microcrystalline Cellulose Spheres’ When Loaded with a Plasticizer”
Authors: Artūrs Paulausks, Tetiana Kolisnyk and Valentyn Mohylyuk
Being non-invasive and, in most cases, not requiring medical assistance, tablets for oral administration are the most widespread and the most popular pharmaceutical and nutraceutical dosage forms. Despite the rising topic of individualised/personalised medicine, including individualised dosing, drug release, and customer properties, national healthcare systems worldwide are highly dependent on the mass-market production of tablets and their usage following treatment protocols.
In the vast majority of cases, pharmaceutical substances cannot be converted into tablets via tableting with high-speed rotary tablet presses [1]. To achieve the desirable mechanical and biopharmaceutical properties, specific excipients are required. Appropriate mechanical properties, such as tablet hardness (or tensile strength) and abrasion resistance (friability) should ensure tablet applicability to transportation, coating, and packaging processes without losing their appearance, dose, and biopharmaceutical properties. Moreover, the intrinsic properties of tablet excipients and the structural-mechanical properties of the tablets formed eventually affect the disintegration and drug release behaviour of the dosage form, and so, can be deliberately selected to achieve the desired release profile [2].
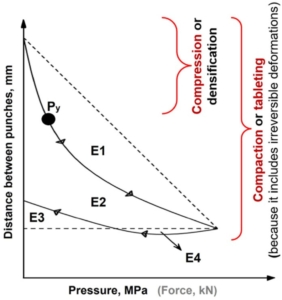
Upon tableting, the compaction pressure and tableting speed (dwell time) induce elastic and plastic deformation, or fragmentation, and affect the extent of these deformations [3]. The tableting cycle can be described with a force–displacement profile: the distance between punches, which is plotted against the compaction pressure or force. This can be determined with state-of-the-art equipment, such as compaction simulators containing hi-tech sensors and sophisticated user-friendly software [4,5].
Figure 1. An example of a force-displacement profile highlighting: the rearrangement energy (E1), plastic energy (E2 + E4), elastic energy (E3; or energy lost), plastic flow energy (E4), compaction energy (E1 + E2 + E3), and mean yield pressure (Py). The arrows on the curve are showing the direction of curve development.
Considering the true density of the material, an in-die Heckel plot can be built: ln(1/porosity) is plotted against the compaction pressure. The greater the slope of the linear region (K), the greater the degree of plasticity of the material [6]. The mean yield pressure (Py) of the solid is reciprocal to K [7] and describes the point after which the deformation is irreversible (pointed out in Figure 1). It should be stressed that the mean yield pressure from the in-die Heckel analysis can be used as a reliable plasticity parameter: the lower the Py, the greater the degree of plasticity of the material [8].
Possessing information about the Py of each ingredient in the blend allows predicting the sequence of the events of the material irreversible deformations upon tableting cycle. Consequently, the targeted composition of a tableting blend based on excipients’ Py can predetermine the deformation (the extent of deformation) of the specific ingredients in this blend upon tableting at a specific compaction pressure [9]. Considering the possibility of undesirable solid-state polymorphic transition of the drug [10,11], particle fragmentation, the loss of coated pellet integrity [12,13], and the decreased viability and vitality of microorganisms [14,15] as a function of compaction pressure, the above-mentioned circumstances are of particular interest.
Microcrystalline cellulose (MCC) is a partially depolymerised, naturally occurring polymer in the form of crystalline powder or spheroids composed of porous particles [16], and it is one of the most commonly used excipients in tablet formulations [17]. MCC is used for direct compression (up to 90 wt.%), dried granulation/roll-compaction, and wet granulation to achieve tablets with desirable mechanical and biopharmaceutical properties [3,10,16]. MCC is recognised as an excipient with relatively low Py that undergoes plastic deformation at relatively low compression forces [3].
The effect of water on the plasticization of the MCC as well as its effect on the compaction properties upon tableting has been previously reported [18,19,20]. To the best of our knowledge, the information regarding MCC plasticization with other solvents or excipients in order to influence the compaction properties upon tableting is lacking. Nevertheless, the practice of modulating cellulose derivatives plasticity for film forming [21,22], hot-melt extrusion, and/or fusion deposition modelling 3D-printing [23,24] is common practice. While solubility parameters were found to be a useful instrument for plasticizer pre-screening [24,25].
This study aims to increase the plasticity (to reduce the Py) of MCC by loading it with a specially selected (based on the solubility parameters) plasticizer. It was assumed that a lower Py of the MCC could enable tablets to be prepared at lower compaction pressure and decrease the undesirable effect of compaction pressure.
2. Materials and Methods
2.1. Materials
CELLETS® 500 MCC cores (lot# 21E1034; IPC Process-Center GmbH & Co KG, Grunaer Weg, Germany) were used as the starting cores. The rest of the chemicals used for the experiment, such as diethyl citrate (DEC), glycerol, and methanol were of Pharmacopeia grade and used as received.
2.2. Theoretical Solubility Parameter Computation
The drug–polymer miscibility was assessed theoretically via calculations of Hansen solubility parameters (HSPs) via the group contributions methodology. Thus, the energies of dispersion forces (Ed), polar forces (Ep), and hydrogen bonding (Eh) gave the dispersion (δd), polar (δp), and hydrogen bonding (δh) partial solubility parameters, respectively [26,27].
All calculations were performed using the Hansen Solubility Parameters in Practice (HSPiP) software (5th edition, version 5.1.03). In this study, we calculated HSPs for cellulose and DEC, while HSPs for water and glycerol were taken from the software database. It should be noted that the HSPiP database includes three sets of HSPs for water: one of them is derived from the energy of vaporisation of water at 25 °C and relates to a single molecule, whereas the other two relate to six-molecule associates which are more typical for water in a liquid state [28]. In this regard, the set of HSPs for water as associated units (based on a correlation of total miscibility with certain solvents) were used in this study.
HSPs for cellulose and DEC were calculated using the following HSPiP software DIY methods: the Yamamoto-molecular break (Y-MB), in which the components were input as simplified molecular input line entry syntax (SMILES) codes; the Van Krevelen method where the components were entered by accounting for chemical constituents and taking molar volumes from Y-MB calculations; and the Hoy method with similar input procedure as the latter one. Finally, the average HSP values within all three methods were determined.
The assessment of MCC–plasticizer miscibility was accomplished by comparing HSPs calculated according to three approaches that are based on the principle ‘like dissolves like’ [29].
The approach authored by Van Krevelen and Hoftyzer estimates a high likelihood of successful mixing of two substances if the parameter ΔδT (Equation (1)) is not more than 5 MPa0.5, while complete immiscibility occurs when ΔδT exceeds 10 MPa0.5 [30,31].
By Bagley’s approach, the drug–polymer miscibility is evaluated using the combined solubility parameter δv (Equation (2)).
δv = (δd2 + δp2)0.5
The probability of miscibility is concluded if the distance between two points in the two-dimensional plot is D12 ≤ 5.0 (Equation (3)) [31].
D12 = ((δv1 − δv2)2 + (δh1 − δh2)2)0.5
The approach by Greenhalgh evaluates the miscibility as the absolute difference Δδt (Equation (4)) between the total solubility parameters δt which are calculated from Equation (5).
Δδt = |δt1 − δt2|
δt = (δd2 + δp2 + δh2)0.5
According to the latter approach, drug–polymer miscibility was assumed to be likely if Δδt ≤ 7, while Δδt ≥ 10 MPa0.5 indicated immiscibility [27].
2.3. Plasticizer Loading onto MCC Cores Using Solvent Evaporation Method
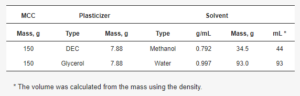
To obtain glycerol- and DEC-loaded MCC spheres, the initial MCC spheres were dried in a vacuum oven, and their water content after drying was confirmed by Karl-Fisher (V10S; Mettler-Toledo GmbH, Greifensee, Switzerland) titration at the level of 0.1 wt.%. Two batches of plasticizer-loaded MCC spheres were made, one with DEC, using methanol as a solvent, and another with glycerol, using water as a solvent (Table 1).
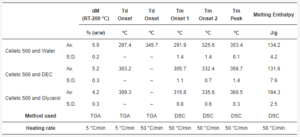
Table 1. Used amounts of plasticizer and solvent for the plasticizer loading procedure.
About 150 g of MCC was weighed in a 500 mL round-bottom flask. Afterwards, the amount of solvent was calculated using the MCC/solvent ratio obtained from the MCC solvent absorption test. The excess solvent amount (that which could be absorbed and adsorbed by the MCC sphere) was used. The appropriate amount of plasticizer to achieve 5% loading was dissolved in the solvent. The plasticizer solution was added to MCC in a round-bottom flask (total volume of about 250 mL) and shaken vigorously by hand. The solvent was removed by a rotary evaporator (RV3 eco, from IKA-Werke GmbH & Co. KG, Staufen, Germany) at 50 °C under a pressure of 100 mbar. After that, each sample was additionally dried with dry air (50 m3/h) in a fluid-bed drier (Mini-Glatt; Glatt GmbH, Binzen, Germany) at 50 °C until constant outlet air temperature.
2.4. Thermogravimetric Analysis (TGA)
The thermal behaviour of the samples was examined using Thermal Advantage Q50 TGA (TA Instruments, New Castle, DE, USA). The samples (5–10 mg) were heated in an open aluminium pan at a heating rate of 5 °C/min or 50 °C/min from room temperature to 350 °C. Nitrogen was used as a purge gas at a flow rate of 50 mL/min for all TGA experiments. The weight remaining (%) was plotted as a function of temperature (°C). The weight loss (dM) between starting/room temperature (RT) and 200 ℃ (RT-200 °C) and temperature onset of degradation (Td onset) were determined for each formulation. Data was processed with a Universal V4.5A software (TA Instruments, USA) [32].
2.5. Differential Scanning Calorimetry (DSC)
To investigate the thermal properties of the sample before and after processing, a heat-flux DSC (DSC Q20; TA Instruments, USA) was conducted to characterise thermal behaviour. For measurement, the samples were weighed (5–8 mg) into aluminium DSC pans and heated from −10 °C to 390 °C at 50 °C/min with a continuous purge of nitrogen gas at 50 mL/min. Melting temperature onset (Tm onset), melting peak temperature (Tm peak), and melting enthalpy were determined for each formulation. The data were processed with Universal V4.5A software (TA Instruments, USA) [10].
2.6. Powder X-ray Diffraction (pXRD) Analysis
The study was conducted on a diffractometer (RigakuTM Miniflex 600 C; Rigaku Co., Tokyo, Japan) in θ/2θ geometry at ambient temperature using CuKα X-radiation (λ = 1.54182 Å) at 40 kV and 15 mA power. X-ray diffraction patterns were collected over the 2θ range of 3–60° at a 5°/min scan rate. The ground sample was applied to the low-background silicone sample holder.
2.7. Fourier-Transform Infrared (FTIR) Attenuated Total Reflectance (ATR) Spectroscopy
FTIR-ATR study of the samples was performed on a FTIR Spectrometer (Nicolete IS20, Thermo Scientific, Karlsruhe, Germany) using a diamond prism by scanning from 4000 to 400 cm−1, with 2.0 cm−1 resolution and 100 scans per spectrum (the background was taken before each sample). Every graphically represented FTIR-profile was obtained by averaging 3 spectra.
2.8. Scanning Electron Microscopy (SEM) and Particle Size Distribution Analysis
SEM pictures were captured with a microscope (TM3030; Hitachi High-Tech Corp., Tokyo, Japan) in a vacuumed environment at 15 kV to obtain information about morphology on a microscopic level. The particle size distribution (D10%, D50%, and D90%) of the MCC spheres was determined using image analysis coupled with a VIBRI feeder and a RODOS disperser (series QICPIC/L02; Sympatec GmbH, Clausthal-Zellerfeld, Germany).
2.9. Preparation of Tablets
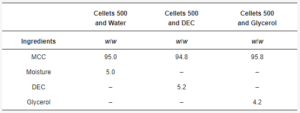
The samples (Table 2) were tableted with 11.28 mm flat punches to obtain a target mass of 500 mg using the compaction simulator STYL’One Nano (Medelpharm, Beynost, France/Korsch, Berlin, Germany). Compression cycles of a small rotary press with a turret diameter of 180 mm, a precompression roll diameter of 44 mm, an angle between rollers of 65 degrees, a compression roll diameter of 160 mm, an angle between main compression and the beginning of the compression ramp of 60 degrees, an angle of the ejection ramp of 20 degrees at a tableting speed of 70 rpm (maximum for STYL’One Nano), a precompression and compression forces of 5 and 30 kN (equivalent of 50 and 300 MPa) were used [9].
Table 2. Formulations for tableting.
2.10. The Theoretical True Density Calculation
The theoretical true density of tablet composition was calculated based on the pycnometric density (ρt) of MCC (1.586 g/cm3) [16,33], glycerol (1.262 g/cm3) [34], DEC (1.287 g/cm3) [35], and their shares (x, w/w) using the additive methodology and the following equation [1]:
𝜌𝑡=(𝜌𝑀𝐶𝐶×𝑥𝑀𝐶𝐶)+(𝜌𝑒𝑥𝑐×𝑥𝑒𝑥𝑐)ρt=ρMCC×xMCC+ρexc×xexc
2.11. In-Die Heckel Plot Construction
The relative density (ln(1/ε)) was calculated automatically with Alix software ver. 20220711 (Medelpharm, Beynost, France) [4]. The relative density and compaction pressure (P, MPa) data were plotted by the Heckel relationship [6]:
where: K is the slope of the linear region (the proportionality constant), and ln(1/ε0) is a constant, A, that represents the intercept/ degree of packing (at porosity ε0) achieved at low pressure because of the rearrangement process before an appreciable amount of interparticle bonding takes place. The mean yield pressure (Py, MPa) was calculated in accordance with Hersey and Rees by the equation [3,7,36]:
𝑃𝑦=1𝐾Py=1K
The mean yield pressure was measured (n = 10 for each formulation) in the pressure range between 70 and 210 MPa. A one-way ANOVA (analysis of variance) test was used to compare the means of two groups using the built-in possibilities of the current version of Excel (Microsoft 365; Redmond, Washington, DC, USA; Supplementary Materials).
3. Results and Discussion
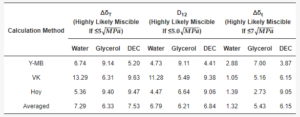
MCC is manufactured by hydrolysis with dilute mineral acid solutions of α-cellulose sourced from raw plant material. After hydrolysis, the hydrocellulose is filtered, and the aqueous slurry is spray-dried. Thus, the MCC as an excipient contains up to 7 wt.% of moisture in accordance with pharmacopoeia (JP, PhEur, and USP) [16]. Theoretical solubility parameters were used to obtain three values (ΔδT, D12, and Δδt) to assess the possible miscibility of cellulose with water, glycerol, and DEC (Table 3, Figure 2).
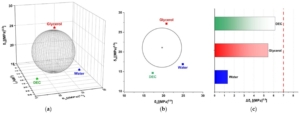
Figure 2. Evaluation of MCC–plasticizer miscibility using averaged solubility parameters: 3D approach authored by Hoftyzer and Van Krevelen (a), 2D Bagley’s plot (b), and 1D bar graph according to Greenhalgh (c).
According to values averaged from the Y-MB, VK, and Hoy methods, the possible miscibility of all three plasticizers (below the proposed threshold; Table 2) was predicted only by Greenhalgh’s approach (based on Δδt calculation) which showed the following miscibility likeliness order: water > glycerol > DEC. At the same time, the other two approaches authored by Van Krevelen and Bagley, respectively, indicated that possible miscibility fell into an ambiguous region between 5 and 10 MPa0.5 for all studied plasticizers; however, the same likeliness order (glycerol > water > DEC) was established for both of them.
Therefore, the batch of dried non-plasticized (Figure 3) and three batches of glycerol-, water-, and DEC-loaded MCC spheres were used. Plasticizer-loaded MCC spheres contained 5.0 wt.% of water, 4.2 wt.% of glycerol, and 5.2 wt.% of DEC (Table 4, Figure 4).
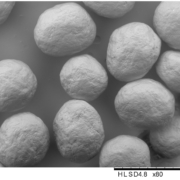
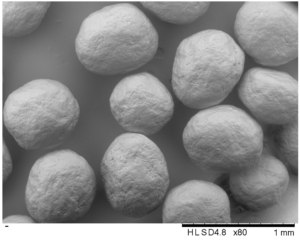
Figure 3. SEM of MCC spheres (D10% = 563 µm, D50% = 651 µm, and D90% = 696 µm).
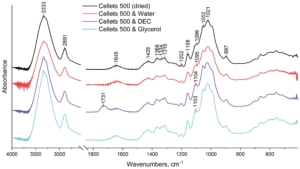
Figure 4. FTIR spectrum of dried and loaded MCC spheres in the range of 4000–500 cm−1.
Table 4. The summary of thermal properties determined by TGA and DSC.
The dried and plasticizer-loaded MCC-spheres were investigated with FTIR spectroscopy (Figure 4). All obtained FTIR spectra showed the characteristic vibration peaks of cellulose [37,38,39,40,41,42]:
The broad peak at 3333 cm−1 which is assigned to O–H stretching vibrations of the intermolecularly bonded hydroxyl group;
The peak at 2891 cm−1 that corresponds to C–H stretching vibrations;
The peak at 1645 cm−1 which is indicative of the O–H bending of bound water;
The multiple absorbance bands (peaks at 1428, 1368, 1334, and 1316 cm−1) assigned to the bending and stretching vibrations of C–H and C–O bonds;
The peaks at 1202, 1052, and 1021 cm−1 are assigned to the elongation of C-O bonds;
The peaks at 1158 and 897 cm−1 are due to the C–O–C stretching vibrations at the β-glycosidic linkage.
No evident differences were observed in the spectrum of water-plasticized MCC spheres compared to the dried non-plasticized sample. This could be explained by the remaining bound water in all samples even after drying (as evidenced by the persistence of the peak at 1645 cm−1 in all obtained spectra [37,41,42]. Nonetheless, some changes were established for MCC spheres treated with DEC and glycerol. Both these plasticizers led to the manifestation of the peak at ~1104 cm−1, which could be related to the stretching vibrations of the C–O bond in the ester group of DEC and the secondary alcohol group of glycerol [43,44,45]. In addition, the spectrum of DEC-loaded MCC spheres demonstrated the most explicit deviation from that of the dried MCC spheres that manifested as a peak at 1731 cm−1 which was absent in the spectra of all other three samples. This peak could be assigned to the C=O stretching of the ester functional group [43]. Therefore, it can be suggested that treatment of MCC spheres with DEC and glycerol resulted in intermolecular hydrogen bonding between hydroxyl groups of cellulose (hydrogen donor) and mentioned functional groups of these plasticizers (hydrogen acceptors), and thus, at the molecular level, the plasticization could be caused by a weakening of intermolecular hydrogen bonds between adjacent cellulose chains [46]. It is interesting to note that it was the secondary alcohol hydroxy group of glycerol (at 1103 cm−1), and not the primary ones (at ~1030 cm−1) [45], that appeared in the spectrum of the glycerol-loaded MCC. As a rule, glycerol primary hydroxy groups are more reactive, and because of that, they are more likely to be involved in homo-intermolecular hydrogen bonding (i.e., glycerol–glycerol). With loading into MCC spheres, hetero-intermolecular hydrogen bonding occurred, i.e., cellulose–glycerol, which apparently was mostly contributed by the secondary alcohol hydroxy group of glycerol, while the homo-glycerol hydrogen bonding network could be preserved. Analogue findings were demonstrated in the study of the glycerol–choline eutectic mixture, which was found to have homo-molecular glycerol hydrogen bonding network similar to that in pure glycerol, whereas choline bonds were at the interstitial voids of the glycerol network [47].
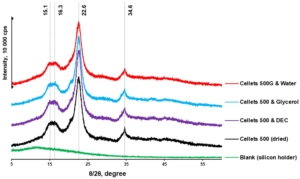
pXRD is a complementary technique to DSC and was used in assessing the presence of crystalline content in formulations. Thus, the pXRD profiles of dried and plasticizer-loaded MCC spheres were investigated. The diffraction patterns of all samples confirmed the crystalline nature of each sample with the same characteristic peaks (Figure 5). The characteristic MCC peaks were also shown to be similar to that reported in the literature [48]. Unfortunately, the pXRD method was reported to have relatively low sensitivity and a limit of detectability (LoD) of 5% [49,50]. Thus, considering the plasticizer load (approx. 5%), the pXRD profiles obtained can be considered similar (with approximately the same level of crystallinity).
Figure 5. pXRD diffractograms of dried and loaded MCC spheres.
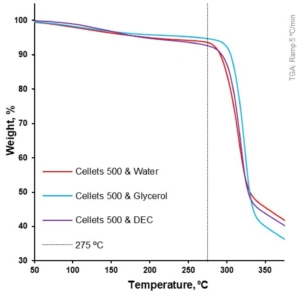
At a 5 °C/min heating rate, the onset of degradation temperature (Td onset) increased from water to DEC and glycerol (from 297.4 to 303.2 and 309.2 °C, respectively; Table 4, Figure 3). Melting of the MCC (DSC-curves) was observed upon its degradation (TGA-curve; Table 4, Figure 4). The increase in heating rate up to 50 °C/min made it possible to increase the Td onset for water-loaded MCC up to 345.7 °C and compare the melting onset temperatures (Tm onset) for MCC loaded with plasticizers. The part of the DSC curve that described melting demonstrated a two-step shape and was characterized by two Tm onsets. The increase in Tm onset 1 and Tm onset 2 was in the same sequence and increased from water to DEC and glycerol: 291.9, 305.7, 315.8 °C for Tm onset 1 and 325.6, 332.4, 335.6 °C for Tm onset 2, respectively (Table 4, Figure 6).
Figure 6. Weight loss as a function of temperature for loaded MCC spheres (TGA at 5 °C/min).
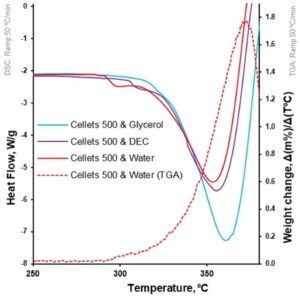
In this study, the Tm onset 1 and 2 (for water- and DEC-loaded samples) was associated with the thermal degradation of MCC [51]. That can be observed by comparing the first derivative of weight loss and respective Tm onset on the DSC profile of water-loaded MCC spheres (Figure 7). The increase in apparent melting peak temperature (Tm) and apparent melting enthalpy can be explained with the increase in Td from water to DEC and glycerol. Therefore, the thermal analysis did not provide us with insights regarding the plasticization of MCC with selected plasticizers.
Figure 7. Heat flow as function of temperature for loaded MCC spheres (DSC at 50 °C/min; left Y-axis); the first derivative of weight loss as a function of temperature for water-loaded MCC spheres (TGA at 50 °C/min; right Y-axis).
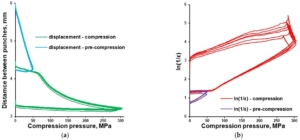
Tableting of plasticizer-loaded MCC spheres with a compaction simulator was illustrated with pressure-displacement profiles (Figure 8a; exemplified with glycerol-loaded MCC spheres), which were converted to in-die Heckel plots (Figure 8b).
Figure 8. In-die Heckel plot (a) and pressure-displacement profile (b) for MCC spheres (CELLETS® 500) loaded with glycerol.
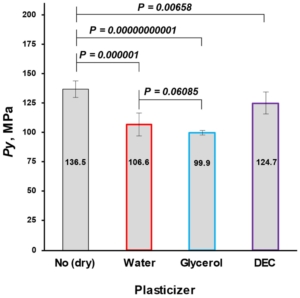
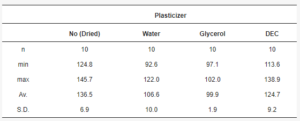
The mean yield pressure (Py) of non-plasticized MCC was found at the level of 136.5 ± 6.9 MPa (Av. ± S.D.). Despite the sequence of Tm onsets, the mean yield pressure of plasticizer-loaded MCC spheres decreased from DEC (124.7 ± 9.2 MPa) to water (106.6 ± 10.0 MPa) and glycerol (99.9 ± 1.9 MPa; Figure 9, Table 5). That coincided with the miscibility likelihood order based on the HSP calculations. Therefore DEC, water, and glycerol were able to decrease the Py of non-plasticized MCC spheres by 4.7, 16.3, and 38.9%, respectively.
Figure 9. Comparison of non-plasticized (dried) with plasticized MCC spheres (Cellets® 500) in terms of Py (a plasticity parameter).
Table 5.Py data statistics.
Interestingly, despite FTIR revealing more hydrogen binding sites in the case of treatment with DEC (i.e., both C–O and C=O bonds of the ester functional group), glycerol with only one binding site (C–O bond of the alcohol group) was superior in its plasticizing ability, implying that MCC–glycerol hydrogen bonding was more efficient. This could be explained from the viewpoint of molecular weights of glycerol and DEC (92.09 and 248.23 g/mol, respectively). Considering an equal mass loading of both plasticizers (7.88 g), the loading of glycerol was 2.5 times higher in terms of molarity; therefore, more molecules of plasticizer were involved and, accordingly, more hydrogen bonds with cellulose could be formed in the case of glycerol. This follows the general logic that the smaller the molecule weight, the greater the plasticization effect of the plasticizer upon the polymer matrix [52]; however, the strength of intermolecular interactions should also be considered.
Water, as an MCC plasticizer, showed a relatively high ability to decrease Py (increase plasticity). The results obtained highlight the importance of water content in the raw MCC material. Changing the MCC plasticity by 16.3% (at 5 wt.%) significantly changed the mechanical properties. Thus, the fluctuation of moisture content in the MCC (even in the eligible pharmacopeial range) can be the reason for the variability of mechanical properties in complex tablet formulations [53]. Considering moisture as one of the most important factors in pharmaceutical tablets’ shelf-life, narrow specification of moisture content in MCC during the product development stage can be recommended.
4. Conclusions
This study showed the possibility of increasing the plasticity of MCC by loading it with a deliberately chosen plasticizer. The computational approaches based on solubility parameters were found to be useful in predicting the plasticizing efficacy. Based on FTIR findings, it is suggested that plasticization resulted from intermolecular hydrogen bonding between the plasticizers and cellulose molecules that caused the weakening of hydrogen bonds between adjacent cellulose chains. At the plasticizer load used (approx. 5 wt.%), neither pXRD nor DSC gave any insights on the plasticization of MCC with selected plasticizers. Because of the relatively high plasticization ability of water towards cellulose and thus potential changes in MCC mechanical properties, narrow specification of moisture content in MCC during the product development stage can be recommended.
Additonal information on: Plasticity of Microcrystalline Cellulose Spheres
Methodology, formal analysis, investigation, data curation: V.M. and A.P.; visualization, writing—original draft preparation, writing—review and editing: A.P., T.K. and V.M.; conceptualization and supervision: V.M. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Acknowledgments
We would like to acknowledge the following people and their organisations for support of this project with pharmaceutical excipients. Business development manager Bastian Arlt (Glatt Pharmaceutical Services GmbH & Co. KG, Binzen, Germany) and head of business unit pharma Mandy Rehländer (HARKE Pharma GmbH, Mülheim an der Ruhr, Germany) for providing the CELLETS® 500-grade MCC spheres. We want to thank our colleagues Kirils Kukuls and Zoltán Márk Horváth for the data obtained with the compaction simulator and the improvement of the written English of this work, respectively. The author Tetiana Kolisnyk expresses a deep gratitude to the British Academy and Council for At-Risk Academics (UK) for the general and financial support in the frame of the Researchers-At-Risk program.
Conflicts of Interest
The authors declare that they have no conflicts of interest.
Lisence
The article “The Increase in the Plasticity of Microcrystalline Cellulose Spheres’ When Loaded with a Plasticizer” is published under Creative Common CC BY license. Any part of the article may be reused without permission provided that the original article is clearly cited. Reuse of an article does not imply endorsement by the authors or MDPI.
References
Mohylyuk, V.; Bandere, D. High-speed tableting of high drug-loaded tablets prepared from fluid-bed granulated isoniazid. Pharmaceutics2023, 15, 1236. [Google Scholar] [CrossRef] [PubMed]
Romerova, S.; Dammer, O.; Zamostny, P. Development of an Image-based Method for Tablet Microstructure Description and Its Correlation with API Release Rate. AAPS PharmSciTech2023, 24, 199. [Google Scholar] [CrossRef] [PubMed]
Armstrong, N.A. Tablet Manufacture. In Encyclopedia of Pharmaceutical Technology; Swabrick, J., Ed.; Informa Healthcare USA, Inc.: New York, NY, USA, 2007; pp. 3653–3672. [Google Scholar]
User Guide and Reference Manual of Software Alix (PR-W3-002); Korsch/MEDELPHARM: Berlin, Germany, 2020.
Tay, J.Y.S.; Kok, B.W.T.; Liew, C.V.; Heng, P.W.S. Effects of Particle Surface Roughness on In-Die Flow and Tableting Behavior of Lactose. J. Pharm. Sci.2019, 108, 3011–3019. [Google Scholar] [CrossRef] [PubMed]
Hersey, J.A.; Rees, J.E. Deformation of Particles during Briquetting. Nat. Phys. Sci.1971, 230, 96. [Google Scholar] [CrossRef]
Vreeman, G.; Sun, C.C. Mean yield pressure from the in-die Heckel analysis is a reliable plasticity parameter. Int. J. Pharm. X2021, 3, 100094. [Google Scholar] [CrossRef] [PubMed]
Mohylyuk, V.; Paulausks, A.; Radzins, O.; Lauberte, L. The Effect of Microcrystalline Cellulose–CaHPO4 Mixtures in Different Volume Ratios on the Compaction and Structural–Mechanical Properties of Tablets. Pharmaceutics2024, 16, 362. [Google Scholar] [CrossRef] [PubMed]
Mohylyuk, V. Effect of roll compaction pressure on the properties of high drug-loaded piracetam granules and tablets. Drug Dev. Ind. Pharm.2022, 48, 425–437. [Google Scholar] [CrossRef] [PubMed]
Park, H.; Kim, J.S.; Hong, S.; Ha, E.S.; Nie, H.; Zhou, Q.T.; Kim, M.S. Tableting process-induced solid-state polymorphic transition. J. Pharm. Investig.2022, 52, 175–194. [Google Scholar] [CrossRef]
Dashevsky, A.; Kolter, K.; Bodmeier, R. Compression of pellets coated with various aqueous polymer dispersions. Int. J. Pharm.2004, 279, 19–26. [Google Scholar] [CrossRef] [PubMed]
Plumpton, E.J.; Gilbert, P.; Fell, J.T. The survival of microorganisms during tabletting. Int. J. Pharm.1986, 30, 241–246. [Google Scholar] [CrossRef]
Vorlander, K.; Bahlmann, L.; Kwade, A.; Finke, J.H.; Kampen, I. Effect of Process Parameters, Protectants and Carrier Materials on the Survival of Yeast Cells during Fluidized Bed Granulation for Tableting. Pharmaceutics2023, 15, 884. [Google Scholar] [CrossRef] [PubMed]
Galichet, L.Y. Cellulose Microcrystalline. In Handbook of Pharmaceutical Excipients; Rowe, R.C., Sheskey, P.J., Owen, S.C., Eds.; Pharmaceutical Press: London, UK; American Pharmacists Association: Grayslake, IL, USA, 2006. [Google Scholar]
de la Luz Reus Medina, M.; Kumar, V. Comparative evaluation of powder and tableting properties of low and high degree of polymerization cellulose I and cellulose II excipients. Int. J. Pharm.2007, 337, 202–209. [Google Scholar] [CrossRef] [PubMed]
Sun, C.C. Mechanism of moisture induced variations in true density and compaction properties of microcrystalline cellulose. Int. J. Pharm.2008, 346, 93–101. [Google Scholar] [CrossRef] [PubMed]
Chamarthy, S.P.; Diringer, F.X.; Pinal, R. The Plasticization-Antiplasticization Threshold of Water in Microcrystalline Cellulose: A Perspective Based on Bulk Free Volume. In Water Properties in Food, Health, Pharmaceutical and Biological Systems; Reid, D.S., Sajjaanantakul, T., Eds.; Wiley-Blackwell: Hoboken, NJ, USA; Singapore, 2010; pp. 301–314. [Google Scholar]
Osei-Yeboah, F. Improving Powder Tableting Performance through Materials Engineering. Ph.D. Thesis, University of Minnesota, Minneapolis, MN, USA, 2015. [Google Scholar]
Siepmann, F.; Siepmann, J.; Walther, M.; MacRae, R.; Bodmeier, R. Aqueous HPMCAS coatings: Effects of formulation and processing parameters on drug release and mass transport mechanisms. Eur. J. Pharm. Biopharm.2006, 63, 262–269. [Google Scholar] [CrossRef] [PubMed]
Wesseling, M.; Bodmeier, R. Influence of plasticization time, curing conditions, storage time, and core properties on the drug release from Aquacoat-coated pellets. Pharm. Dev. Technol.2001, 6, 325–331. [Google Scholar] [CrossRef] [PubMed]
Matic, J.; Paudel, A.; Bauer, H.; Garcia, R.A.L.; Biedrzycka, K.; Khinast, J.G. Developing HME-Based Drug Products Using Emerging Science: A Fast-Track Roadmap from Concept to Clinical Batch. AAPS PharmSciTech2020, 21, 176. [Google Scholar] [CrossRef] [PubMed]
Oladeji, S.; Mohylyuk, V.; Jones, D.S.; Andrews, G.P. 3D printing of pharmaceutical oral solid dosage forms by fused deposition: The enhancement of printability using plasticised HPMCAS. Int. J. Pharm.2022, 616, 121553. [Google Scholar] [CrossRef]
Klar, F.; Urbanetz, N.A. Solubility parameters of hypromellose acetate succinate and plasticization in dry coating procedures. Drug Dev. Ind. Pharm.2016, 42, 1621–1635. [Google Scholar] [CrossRef] [PubMed]
Medarevic, D.; Djuriš, J.; Barmpalexis, P.; Kachrimanis, K.; Ibrić, S. Analytical and Computational Methods for the Estimation of Drug-Polymer Solubility and Miscibility in Solid Dispersions Development. Pharmaceutics2019, 11, 372. [Google Scholar] [CrossRef] [PubMed]
Kitak, T.; Dumičić, A.; Planinšek, O.; Šibanc, R.; Srčič, S. Determination of Solubility Parameters of Ibuprofen and Ibuprofen Lysinate. Molecules2015, 20, 21549–21568. [Google Scholar] [CrossRef] [PubMed]
Hansen, C.M. Hansen. Solubility Parameters: A User’s Handbook; CRC Press LLC: Boca Raton, FL, USA, 2000. [Google Scholar]
Kolisnyk, T.; Mohylyuk, V.; Andrews, G.P. Drug-Polymer Miscibility and Interaction Study as a Preliminary Step in Amorphous Solid Dispersion Development: Comparison of Theoretical and Experimental Data. Maced. Pharm. Bull.2023, 69, 59–60. [Google Scholar] [CrossRef]
Van Krevelen, D.W.; Nijenhuis, K.T. Cohesive Properties and Solubility. In Properties of Polymers; Elsevier: Amsterdam, The Netherlands, 2009. [Google Scholar]
Jankovic, S.; Tsakiridou, G.; Ditzinger, F.; Koehl, N.J.; Price, D.J.; Ilie, A.R.; Kalantzi, L.; Kimpe, K.; Holm, R.; Nair, A.; et al. Application of the solubility parameter concept to assist with oral delivery of poorly water-soluble drugs—A PEARRL review. J. Pharm. Pharmacol.2019, 71, 441–463. [Google Scholar] [CrossRef] [PubMed]
Pitzanti, G.; Mohylyuk, V.; Corduas, F.; Byrne, N.M.; Coulter, J.A.; Lamprou, D.A. Urethane dimethacrylate-based photopolymerizable resins for stereolithography 3D printing: A physicochemical characterisation and biocompatibility evaluation. Drug Deliv. Transl. Res.2023, 14, 177–190. [Google Scholar] [CrossRef] [PubMed]
Elsergany, R.N.; Vreeman, G.; Sun, C.C. An approach for predicting the true density of powders based on in-die compression data. Int. J. Pharm.2023, 637, 122875. [Google Scholar] [CrossRef] [PubMed]
Price, J.C. Glycerin. In Handbook of Pharmaceutical Excipients; Rowe, R.C., Sheskey, P.J., Owen, S.C., Eds.; Pharmaceutical Press: London, UK; American Pharmacists Association: Grayslake, IL, USA, 2006. [Google Scholar]
CAS Data Base: DIETHYL CITRATE; ChemicalBook: San Jose, CA, USA, 2023.
Fell, J.T.; Newton, J.M. Effect of particle size and speed of compaction on density changes in tablets of crystalline and spray-dried lactose. J. Pharm. Sci.1971, 60, 1866–1869. [Google Scholar] [CrossRef] [PubMed]
Yu, H.; Qin, Z.; Liang, B.; Liu, N.; Zhou, Z.; Chen, L. Facile extraction of thermally stable cellulose nanocrystals with a high yield of 93% through hydrochloric acid hydrolysis under hydrothermal conditions. J. Mater. Chem. A2013, 1, 3938–3944. [Google Scholar] [CrossRef]
Lu, P.; Hsieh, Y.L. Preparation and properties of cellulose nanocrystals: Rods, spheres, and network. Carbohydr. Polym.2010, 82, 329–336. [Google Scholar] [CrossRef]
Agrebi, F.; Ghorbel, N.; Bresson, S.; Abbas, O.; Kallel, A. Study of nanocomposites based on cellulose nanoparticles and natural rubber latex by ATR/FTIR spectroscopy: The impact of reinforcement. Polym. Compos.2018, 40, 2076–2087. [Google Scholar] [CrossRef]
Li, M.; He, B.; Chen, Y.; Zhao, L. Physicochemical Properties of Nanocellulose Isolated from Cotton Stalk Waste. ACS Omega2021, 6, 25162–25169. [Google Scholar] [CrossRef] [PubMed]
Haafiz, M.K.; Xue, J.F.; Xu, M.; Gui, B.S.; Kuang, L.; Ouyang, J.M. Isolation and characterization of cellulose nanowhiskers from oil palm biomass microcrystalline cellulose. Carbohydr. Polym.2014, 103, 119–125. [Google Scholar] [CrossRef] [PubMed]
Han, J.; Xue, J.F.; Xu, M.; Gui, B.S.; Kuang, L.; Ouyang, J.M. Coordination dynamics and coordination mechanism of a new type of anticoagulant diethyl citrate with Ca2+ ions. Bioinorg. Chem. Appl.2013, 2013, 354736. [Google Scholar] [CrossRef] [PubMed]
Perez, C.D.; Flores, S.K.; Marangoni, A.G.; Gerschenson, L.N.; Rojas, A.M. Development of a high methoxyl pectin edible film for retention of l-(+)-ascorbic acid. J. Agric. Food Chem.2009, 57, 6844–6855. [Google Scholar] [CrossRef] [PubMed]
Armylisas, A.H.N.; Hoong, S.S.; Ismail, T.N.M.T. Characterization of crude glycerol and glycerol pitch from palm-based residual biomass. Biomass Conv. Bioref.2023, 1–13. [Google Scholar] [CrossRef] [PubMed]
Cielecka, I.; Szustak, M.; Kalinowska, H.; Gendaszewska-Darmach, E.; Ryngajłło, M.; Maniukiewicz, W.; Bielecki, S. Glycerol-plasticized bacterial nanocellulose-based composites with enhanced flexibility and liquid sorption capacity. Cellulose2019, 26, 5409–5426. [Google Scholar] [CrossRef]
Turner, A.H.; Holbrey, J.D. Investigation of glycerol hydrogen-bonding networks in choline chloride/glycerol eutectic-forming liquids using neutron diffraction. Phys. Chem. Chem. Phys.2019, 21, 21782–21789. [Google Scholar] [CrossRef] [PubMed]
Mohylyuk, V.; Pauly, T.; Dobrovolnyi, O.; Scott, N.; Jones, D.S.; Andrews, G.P. Effect of carrier type and Tween® 80 concentration on the release of silymarin from amorphous solid dispersions. J. Drug Deliv. Sci. Technol.2021, 63, 102416. [Google Scholar] [CrossRef]
Song, M.; Liebenberg, W.; De Villiers, M.M. Comparison of high sensitivity micro differential scanning calorimetry with X-ray powder diffractometry and FTIR spectroscopy for the characterization of pharmaceutically relevant non-crystalline materials. Die Pharm.-Int. J. Pharm. Sci.2006, 61, 336–340. [Google Scholar]
Dedroog, S.; Pas, T.; Vergauwen, B.; Huygens, C.; Van den Mooter, G. Solid-state analysis of amorphous solid dispersions: Why DSC and XRPD may not be regarded as stand-alone techniques. J. Pharm. Biomed. Anal.2020, 178, 112937. [Google Scholar] [CrossRef] [PubMed]
Lu, Y.; Yin, L.; Gray, D.L.; Thomas, L.C.; Schmidt, S.J. Impact of sucrose crystal composition and chemistry on its thermal behavior. J. Food Eng.2017, 214, 193–208. [Google Scholar] [CrossRef]
Tong, Q.; Xiao, Q.; Lim, L.T. Effects of glycerol, sorbitol, xylitol and fructose plasticisers on mechanical and moisture barrier properties of pullulan–alginate–carboxymethylcellulose blend films. Int. J. Food Sci. Technol.2012, 48, 870–878. [Google Scholar] [CrossRef]
Amidon, G.E.; Houghton, M.E. The effect of moisture on the mechanical and powder flow properties of microcrystalline cellulose. Pharm. Res.1995, 12, 923–929. [Google Scholar] [CrossRef] [PubMed]
https://cellets.com/wp-content/uploads/2024/08/fig-3.jpg19552445Bastian Arlthttps://cellets.com/wp-content/uploads/2016/10/Logo_Cellets_2016_website.pngBastian Arlt2024-08-07 14:34:022024-08-07 16:44:55The Increase in the Plasticity of Microcrystalline Cellulose Spheres’ When Loaded with a Plasticizer



 Adobe Firefly
Adobe Firefly
 adobe firefly
adobe firefly